|
In the world of precision machining, staying ahead means having a cutting edge in more ways than one. Welcome to a new era of tooling excellence, where the ProMAX PowerLayer Coating technology is transforming the landscape for end mills. This groundbreaking coating innovation is the game-changer that every machinist dreams of, enhancing the durability, performance, and longevity of end mills in ways that were once thought impossible. In this post, we'll take an in-depth journey through the ProMAX PowerLayer Coating technology, unlocking its secrets and exploring how it's redefining the standards of machining excellence.  Now, let's talk about coatings! All of PROMAX coatings offered with their PROMAX Premium and Design-Rite XL products are manufactured in their very own High-Performance Coating Center. Having the entire coating process In-house enables PROMAX to ensure the highest coating quality. The PROMAX coating center is supported by the R&D department of thier sister company in Germany. With their help PROMAX is able to bring the latest European technology to the US market. PROMAX PowerLayer PROMAX successfully launched the PROMAX PowerLayer coating several years ago but we still find people who are quite impressed with the performance because they haven't explored this newer coating in the past few years.. This technology has been a game-changer for PROMAX Premium products. Internal tests have shown that a tool life compared to AlTiN can be improved by up to 100%. In combination with the 4-Flute series US007 and the 5-Flute series US556 PROMAX offers one the highest performance end mills on the US market. PROMAX AlTiN Aluminium Titanium Nitride (AlTiN). Sometimes branded as TiALN or TaliN by other manufacturers, AlTiN is the classic high-performance coating on the US market. The PROMAX AlTiN is able to outperform similar coatings available on the US market through their consistency of coating thickness. At their in-house coating center they strictly control the distribution of tools inside the coating machines, which is really what determines the coating quality. The PROMAX AlTiN is extremely heat resistant which shows great results when cutting Nickel based Alloys, Stainless Steel, Hardened Steels, Tool Steels and Titanium. PROMAX ZrN Zirconium Nitride (ZrN) This monolayer coating effectively reduces built-up edges when machining aluminum and titanium alloys. Recommended when machining medical grade materials and in other high heat resistant applications. Also for use in machining steels, alloyed steels, superalloys, Aluminum > 12% Si, Aluminum < 12% Si, copper, bronze, brass and plastics. The PROMAX ZrN is able to outperform similar coatings available on the US market again, as a result of to the care they take to maintain the consistency of coating thickness. nACRo® The nACRo® follows the coating structure of the original nACRo® coating developed by PLATIT, a swiss developer of coatings and coating machines. nACRo® has a nanocomposite structure that has increased hardness for scratch and higher heat resistance. This coating excels in “tough” difficult to cut materials including Steels, Hardened Steels, Alloyed Steels, and Superalloys.
0 Comments
The K-Tool Octo Mill provides one of the most comprehensive ranges of face milling cutters on the market. These cutters excel in medium to rough machining in steel and stainless steel. These cutters are more economical than traditional cutters because with eight edges, it offers a lower cost per cutting edge. The Octa Mill from K-Tool is ideal for small machines in the 15HP to 25HP range, where shallow depth of cuts are used.
Blue Photon is pleased to announce the release of new products to the Blue Photon workholding system line-up. Blue Photon is committed to revolutionizing the workholding industry. This is achieved by using innovative ultraviolet (UV) technology to design unique workholding and fixturing for specialized applications. Our customers in turn receive the solutions they need most. If you have machining challenges, you’re sure to find a solution with Blue Photon’s workholding system.
 CONTOUR360º, can save you time and money by offering the most comprehensive reconditioning services available. They offer both conventional cutting tool sharpening and CNC cutting tool sharpening services.
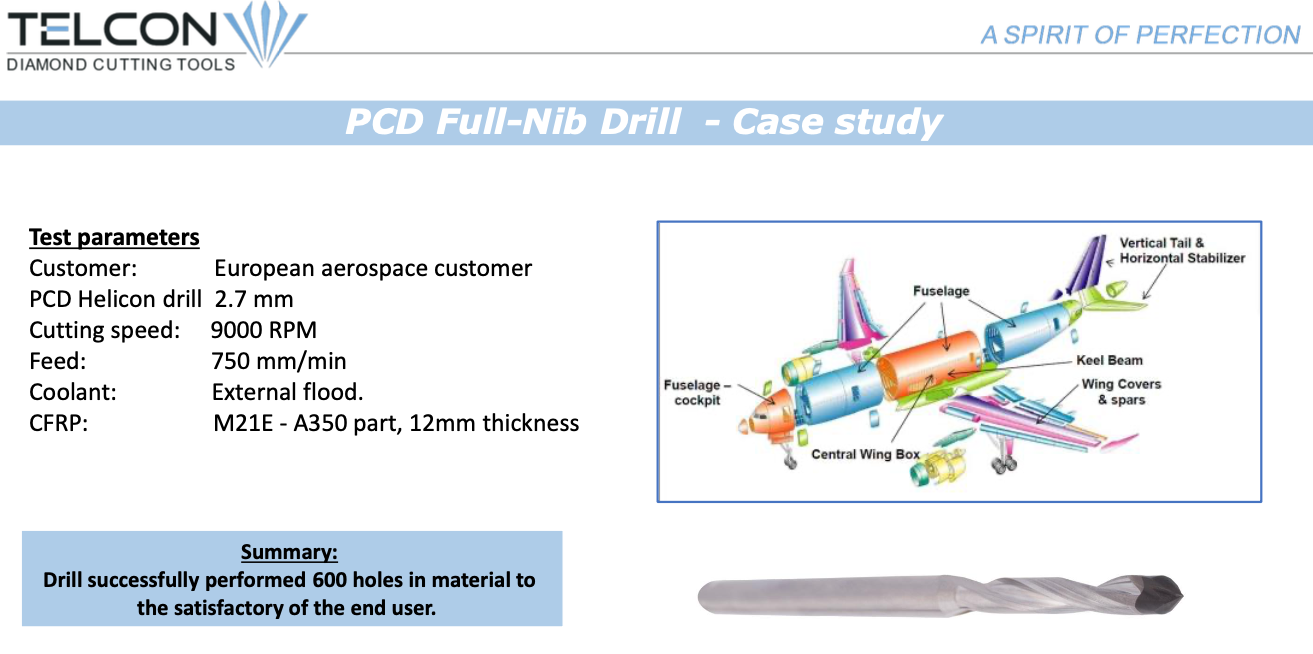 Telcon has just introduced the new Helicon PCD Fullnib Drill designed to meet the most exacting demands of today's composite materials such as CFRP- carbon fiber reinforced polymer, graphite, aluminum, plastics and other hard-to-cut abrasive materials. Telcon's new designed PCD Full-Nib drill has improved cutting edge for composite materials, which allows smooth, non-delamination cut. The drill point is a solid PCD diamond nib for maximum wear resistance and flexibility of the insert geometry. The solid nib is resistant to cracking and chipping and has a large regrinding area for multiple sharpening. The smaller sizes, 2.5mm and 3.3mm are specifically designed for pilot (predrilled) holes. These tools reach tool life of thousands of holes before reconditioning. Usually, 3 reconditioning cycles are possible.
Canela Corp now has three application for iPhone and Android platforms to make you job easier and faster! They have a the Machining Calculator app, the iCatalog so you can find the tools you need and the iStock app to check inventory of the items you want. Machining Calculator App This Machining Calculator App for iPhone, iPad and Android is designed to help engineers and machinists optimize the performance of their turning, milling and drilling applications by calculating optimal cut settings based on job parameters. Download the Machining Calculator App in the links below
iCatalog: Find the Tools you Need This iCatalog App for iPhone, iPad and Android is designed to offers a wide array of product literature organized by metalworking application. Canela's iCatalog provide in-depth information on tooling features, operating parameters, technical specifications, and more detalis. Download the iCatalog App in the links below.
iStock: Check Inventory The iStock App for iPhone, iPad and Android is designed to check the items in stock at Canela and the delivery times of the non-stocked items. Download the iStock App in the links below
What kind of tool do you need?
 In this Telcon article, we’ll try clarifying and shedding more light on a dilemma confronted by many end users of cutting tools to machine composite materials, when they are required to decide which type of tool to use for their application. There are mainly two types of diamond cutting tools for composites: PCD tools, where the cutting edge is built from a PCD segment of a specific size and shape and CVD diamond coated tools, where the tool’s edge is completely built in a grinding operation and later coated with CVD diamond. A quick reminder of differences between the two diamond materials: PCD (Poly – Crystalline – Diamond) is, unlike single crystalline diamond, produced synthetically by sintering together many (Poly) diamond particles, usually in the size of 2 to 30 microns of a meter, with a metal binder (usually Cobalt) at high temperature and high pressure. The rate is 90-95% diamond particles and the rest is Cobalt. CVD Diamond – (Chemical Vapor Deposition) is a process of coating Nano diamond particles on a Tungsten carbide substrate applying a layer thickness of 6 to 16 microns of a meter. The tungsten carbide substrate has to contain low cobalt content, such as 6% an d has to go through specific surface treatment. The treatment reduces cobalt content in the outer layer, exposing the diamond edges, in order to create sufficient adhesion between the diamond coating and substrate. In the table below, summarized is a comparison between the two types: 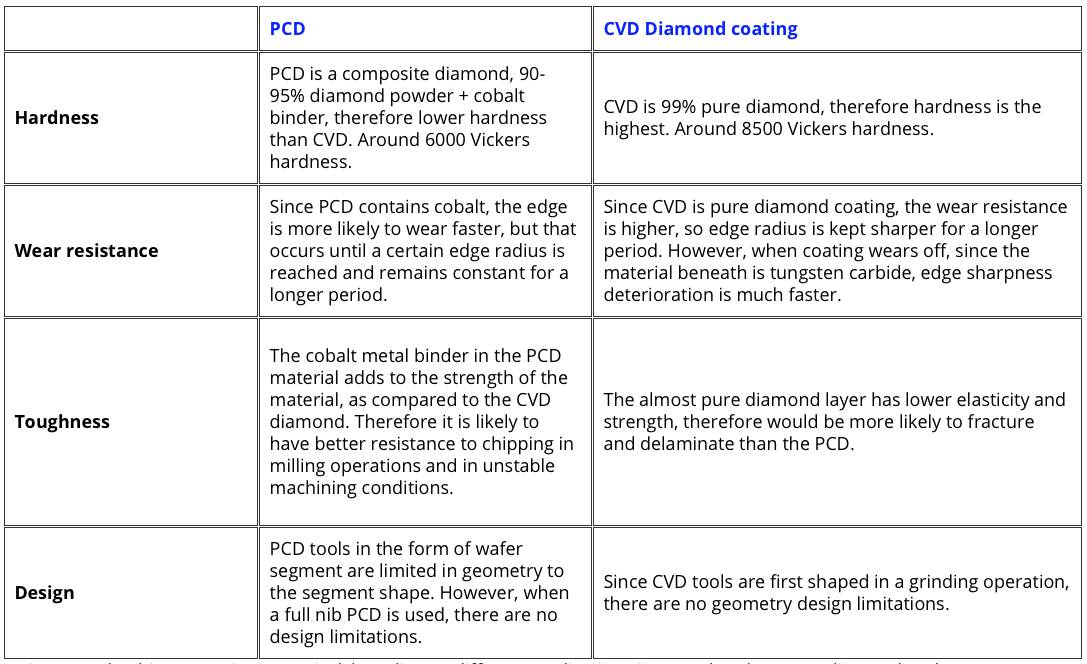 Trying to make this comparison practical, let’s discuss different applications in regard to these two diamond tools in Milling, Drilling and Countersinking. Milling Milling operations involve interrupted cutting of the material, where each end mill tooth is engaged with the material and exiting it in one tool revolution. Each time the cutting edge enters the material, the “hammering” effect damages the cutting edge of the tool. Looking at the table above, Telcon PCD tools are more likely to withstand the “hammering” effect in milling.
There is a concern, though, about geometry limitations with the PCD. For instance, when a particularly long flute length is required, or when specific tool geometry is required, e.g. porcupine router, the CVD diamond tool has an advantage. Drilling In drilling operations, the cutting edge has constant contact with the material, unlike milling, therefore the cutting edge is less likely to chip or fracture. Taking that into account, with a combination of hardness and sharpness, CVD diamond drills perform better in regard to minimizing the delamination at the hole exit. This is a major concern in the drilling of composites in highly engineered parts, such as Aerospace. When delamination is the failure criteria, there is no doubt that CVD drills outperform PCD drills. However, when hole diameter is the failure criteria, then the PCD drill will “survive” longer than CVD drills. The reason for this is due to the fact that the CVD diamond is a coating. When it eventually delaminates from the tungsten carbide, edge wear accelerates rapidly. The PCD, on the other hand, as said, is a solid diamond. Wear development rate is almost constant. Another example where PCD may have an advantage is the drilling of stack material like CFRP/Al, where the exit hole is in the Aluminum. Delamination is a non-issue in this case, therefore PCD would be first choice, since it will hold longer and can also be reconditioned a few times. Another advantage of the CVD diamond drill would be design flexibility, while comparing to standard wafer drill, where PCD segment dictates geometry. On a Fullnib PCD drill, however, there is no geometry limitation and design flexibility is the same as in the CVD diamond drill as long as PCD nib height (which is limited) does not create other limitations. CountersinksWhile countersinking is considered a manual operation, the countersink body is made from steel, mainly due to the thread connection. Steel cannot be coated with CVD diamond; therefore, most countersinks in the market for composites are PCD. PCD segments are brazed to the steel body of the countersink. Full carbide countersinks which can be coated are rarely seen, due to the fact that grinding the thread on the tungsten carbide body is a complex task. SummaryThe main purpose of this Telcon article is helping end users focusing on their goals in a given application. Knowing and understanding your goals, will assist in clarifying tool requirements and choosing the right tool to the application. As it was explained in the article, both PCD and CVD cutting tools have their pros and cons.
None of them can fully replace the other. We were not discussing in this article other factors like tool cost, reconditioning, tool diameter limitations and more. Some of these factors will certainly influence our decisions and will be discussed in the following articles. Telcon offers both solutions of PCD and CVD diamond Drills, End Mills, Routers and countersinks for all your composites applications. A possible early “indicator” of future relapses of the Covid-19 epidemic. A study carried out by Sima researchers at the Universities of Bari, Bologna and Trieste and the University of Naples “Federico II”.  Just over a month after the publication of a Position Paper on “Evaluating the potential relationship between particulate pollution and the spread of the Covid-19 epidemic”, the Italian Society of Environmental Medicine (Sima) has announced that the SARS-Cov-2 coronavirus has been found on particulate (pm).
Professor Alessandro Miani, president of Sima, reveals how “This initial evidence opens up the possibility to testing over the next few months, as an indicator for the early detection of the reappearance of the coronavirus, so that suitable preventive measures can be adopted before the start of a new epidemic. “The first part of this study was explicitly focused on searching for the presence of SARS-CoV-2 RNA on particulate matter (PM). The earliest findings regarding the presence of the coronavirus on particulate matter have emerged from tests carried out on 34 PM10 samples in the environmental area of industrial sites located in the Bergamo province, collected using two different air samplers over a continuous 3 week period, from 21st February to 13th March”, explains Leonardo Setti, joint coordinator of the scientific research group, together with Gianluigi De Gennaro and Miani. “Samples were analysed by the University of Trieste in collaboration with the laboratories of the Giuliano Isontino hospital, verifying the presence of the virus on at least 8 out of the 22 days examined. Positive results were confirmed on 12 different samples for all three molecular markers: the E gene, N gene and RdRP gene, the latter being highly specific for the presence of SARS-CoC-2 viral RNA. We can confirm to have reasonably demonstrated the presence of SARS-CoV-2 viral RNA on particulate matter (PM), with the detection of highly specific genes, used as molecular markers of the virus, in two parallel genetic analyses”, Setti specifies. According to De Gennaro, “these are the earliest findings as to how SARS-CoV-2 RNA may be present on particulate matter in environmental air, suggesting that in conditions of atmospheric stability and high PM concentrations, infected micro-droplets containing the SARS-Cov-2 coronavirus can stabilise on particles, creating clusters with particulate matter, thus increasing the persistence of the virus in the atmosphere, as already hypothesized on the basis of recent international studies. The identification of the virus on dust particles may also be a good marker for verifying its spread in indoor environments, such as at manufacturing companies. The extensive experience and know-how of LOSMA enables the company to provide turnkey solutions for work environments, covering various industrial processes, to minimise the presence of particulate matter in the environment, with the use of H HEPA filters certified in accordance with the ISO16890 and ISO29463 standards, filtering particles as small as 0.3 microns with 99% efficiency in dry and humid phases. This secures a salubrious work environment, limiting the insurgence of respiratory tract infections and, during the current healthcare emergency, limiting the spread of SARS-CoV-2 in environmental air. Thanks to its range of stand-alone or centralised filtration systems, LOSMA is able to cover all industrial processes for dry particulate matter or oily mists, in virtue of its functional and constructive flexibility. ARGOS PRO, PASCAL, ATLAS, DARWIN, GALILEO PLUS & EXTRA, ICARUS are all mist collectors of this range. WORKING CLEAN, BREATHING HEALTHY – www.losma.it Blue Photon workholding products are designed to hold complexed-shaped, additive parts for tight-tolerance machining, and final finishing while creating better parts, and lowering manufacturing costs. To learn why we are the world’s solution to holding additive parts, check out the video below: |
NEWSHere is the latest breaking news stories about our principal manufacturers and their products. Archives
October 2023
Categories
All
|
 RSS Feed
RSS Feed
|
© 2023 KeDen Industrial Sales & Marketing. All Rights Reserved.
|
|