 In this Telcon article, we’ll try clarifying and shedding more light on a dilemma confronted by many end users of cutting tools to machine composite materials, when they are required to decide which type of tool to use for their application. There are mainly two types of diamond cutting tools for composites: PCD tools, where the cutting edge is built from a PCD segment of a specific size and shape and CVD diamond coated tools, where the tool’s edge is completely built in a grinding operation and later coated with CVD diamond. A quick reminder of differences between the two diamond materials: PCD (Poly – Crystalline – Diamond) is, unlike single crystalline diamond, produced synthetically by sintering together many (Poly) diamond particles, usually in the size of 2 to 30 microns of a meter, with a metal binder (usually Cobalt) at high temperature and high pressure. The rate is 90-95% diamond particles and the rest is Cobalt. CVD Diamond – (Chemical Vapor Deposition) is a process of coating Nano diamond particles on a Tungsten carbide substrate applying a layer thickness of 6 to 16 microns of a meter. The tungsten carbide substrate has to contain low cobalt content, such as 6% an d has to go through specific surface treatment. The treatment reduces cobalt content in the outer layer, exposing the diamond edges, in order to create sufficient adhesion between the diamond coating and substrate. In the table below, summarized is a comparison between the two types: 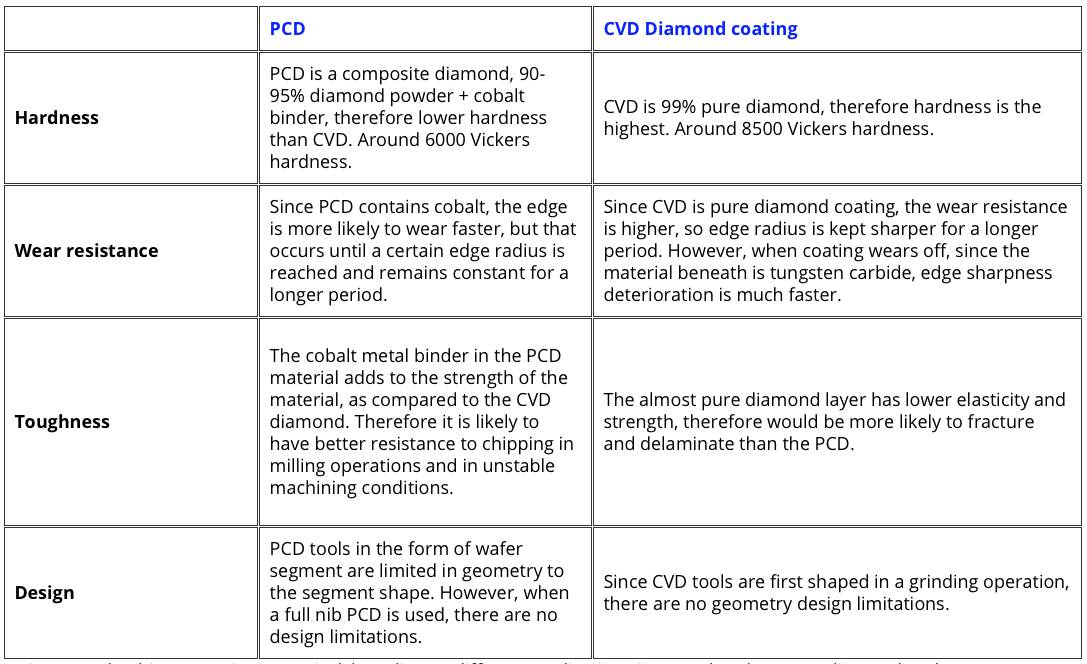 Trying to make this comparison practical, let’s discuss different applications in regard to these two diamond tools in Milling, Drilling and Countersinking. Milling Milling operations involve interrupted cutting of the material, where each end mill tooth is engaged with the material and exiting it in one tool revolution. Each time the cutting edge enters the material, the “hammering” effect damages the cutting edge of the tool. Looking at the table above, Telcon PCD tools are more likely to withstand the “hammering” effect in milling.
There is a concern, though, about geometry limitations with the PCD. For instance, when a particularly long flute length is required, or when specific tool geometry is required, e.g. porcupine router, the CVD diamond tool has an advantage. Drilling In drilling operations, the cutting edge has constant contact with the material, unlike milling, therefore the cutting edge is less likely to chip or fracture. Taking that into account, with a combination of hardness and sharpness, CVD diamond drills perform better in regard to minimizing the delamination at the hole exit. This is a major concern in the drilling of composites in highly engineered parts, such as Aerospace. When delamination is the failure criteria, there is no doubt that CVD drills outperform PCD drills. However, when hole diameter is the failure criteria, then the PCD drill will “survive” longer than CVD drills. The reason for this is due to the fact that the CVD diamond is a coating. When it eventually delaminates from the tungsten carbide, edge wear accelerates rapidly. The PCD, on the other hand, as said, is a solid diamond. Wear development rate is almost constant. Another example where PCD may have an advantage is the drilling of stack material like CFRP/Al, where the exit hole is in the Aluminum. Delamination is a non-issue in this case, therefore PCD would be first choice, since it will hold longer and can also be reconditioned a few times. Another advantage of the CVD diamond drill would be design flexibility, while comparing to standard wafer drill, where PCD segment dictates geometry. On a Fullnib PCD drill, however, there is no geometry limitation and design flexibility is the same as in the CVD diamond drill as long as PCD nib height (which is limited) does not create other limitations. CountersinksWhile countersinking is considered a manual operation, the countersink body is made from steel, mainly due to the thread connection. Steel cannot be coated with CVD diamond; therefore, most countersinks in the market for composites are PCD. PCD segments are brazed to the steel body of the countersink. Full carbide countersinks which can be coated are rarely seen, due to the fact that grinding the thread on the tungsten carbide body is a complex task. SummaryThe main purpose of this Telcon article is helping end users focusing on their goals in a given application. Knowing and understanding your goals, will assist in clarifying tool requirements and choosing the right tool to the application. As it was explained in the article, both PCD and CVD cutting tools have their pros and cons.
None of them can fully replace the other. We were not discussing in this article other factors like tool cost, reconditioning, tool diameter limitations and more. Some of these factors will certainly influence our decisions and will be discussed in the following articles. Telcon offers both solutions of PCD and CVD diamond Drills, End Mills, Routers and countersinks for all your composites applications.
3 Comments
4/1/2021 17:05:10
It was interesting to learn about how PCD tools, and CVD tools both have diamonds, but in different ways, because CVD tools are coated in diamonds. I can understand how a business could really benefit from getting the right tools in order to be more effective cutting materials. Making sure that they can get their equipment from a professional could mean that they can be more productive on projects. Leave a Reply. |
NEWSHere is the latest breaking news stories about our principal manufacturers and their products. Archives
October 2023
Categories
All
|
 RSS Feed
RSS Feed
|
© 2023 KeDen Industrial Sales & Marketing. All Rights Reserved.
|
|